分切机在日常生产的过程中,分切机是会出现若干的问题的,那么这些问题主要是什么呢?会带来什么影响呢?分切机生产厂家带你了解一下分切机日常的维护和保养。
1.底皱
这种问题仅仅发生于分切机薄膜收卷开始的一段长度中,主要表现为起皱以及条纹多丽深,其产生的原因是由多种因素所导致的。
2.长度不足、宽度念头过大
该质量问题是由于分切机收卷计数错误或被分切薄膜长度不足以及设备定位不正确等原因所引起的。
3.纵向条纹
主要表现为指膜卷表面形成环向肋线状的条纹。在分切机分切收卷过程中大量空气夹入以及累积厚度公差不佳是产生纵向条纹的主要原因,一旦出现程度较为严重的条纹就很难消除。
4.暴筋
该质量问题是由于分切机薄膜厚度公差偏厚累积而在膜卷表面形成的明显突起。
5.翘边
该质量问题是发生在分切机薄膜收卷的边缘位置,是偏厚的薄膜边缘经收卷叠加使边缘部位翘起。
6.错层
指分切机膜卷端面上有部分薄膜错出的现象,该问题主要是薄膜在收卷过程中发生滑动或薄膜宽度发生变化所致。
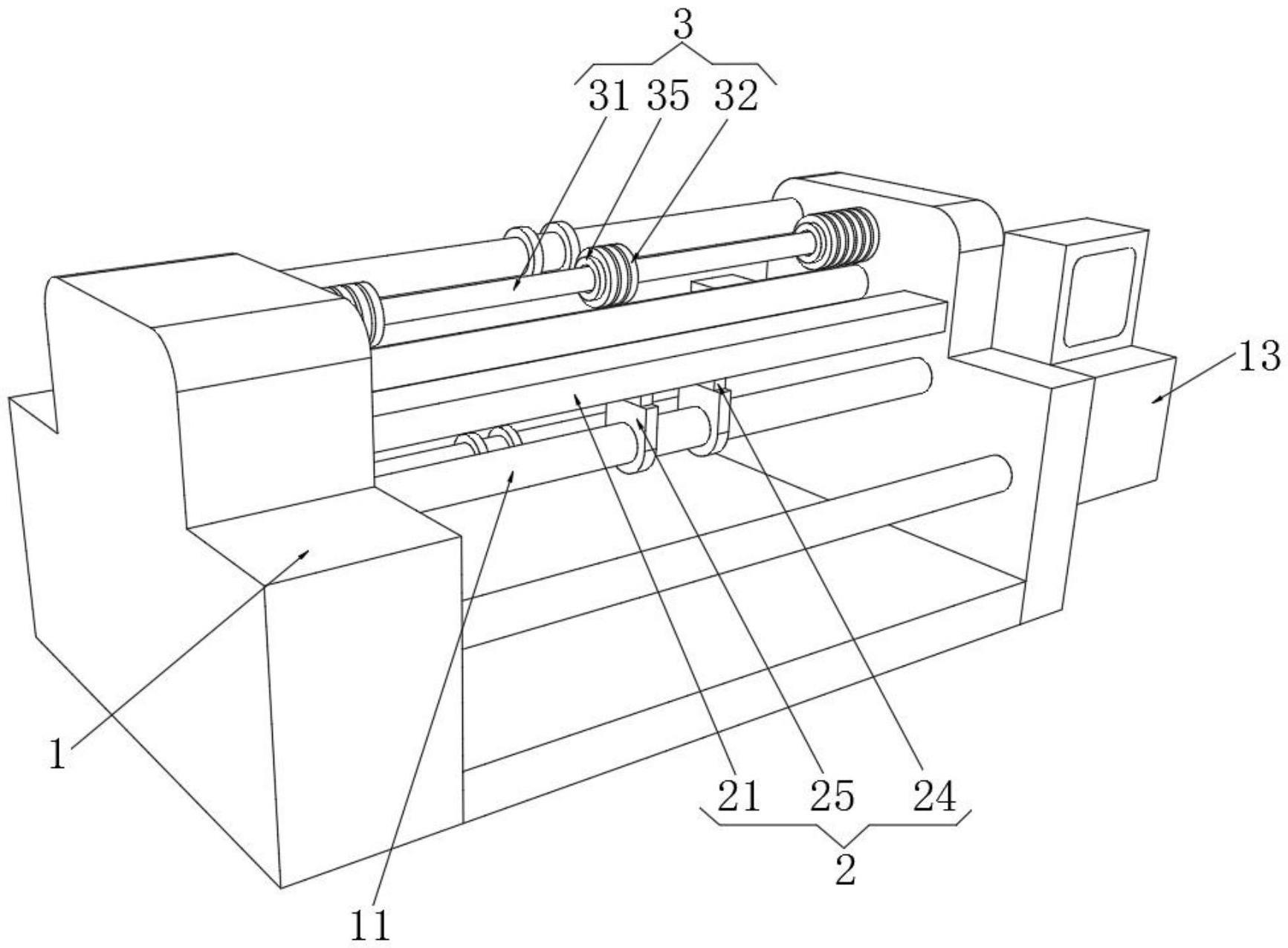
本技术涉及分切机,更具体地说,本实用涉及一种bopa薄膜高速分切机。背景技术:1、分切机是一种将宽幅纸张、云母带或薄膜分切成多条窄幅材料的机械设备,bopa薄膜高速分切机是一种用于对bopa薄膜进行高
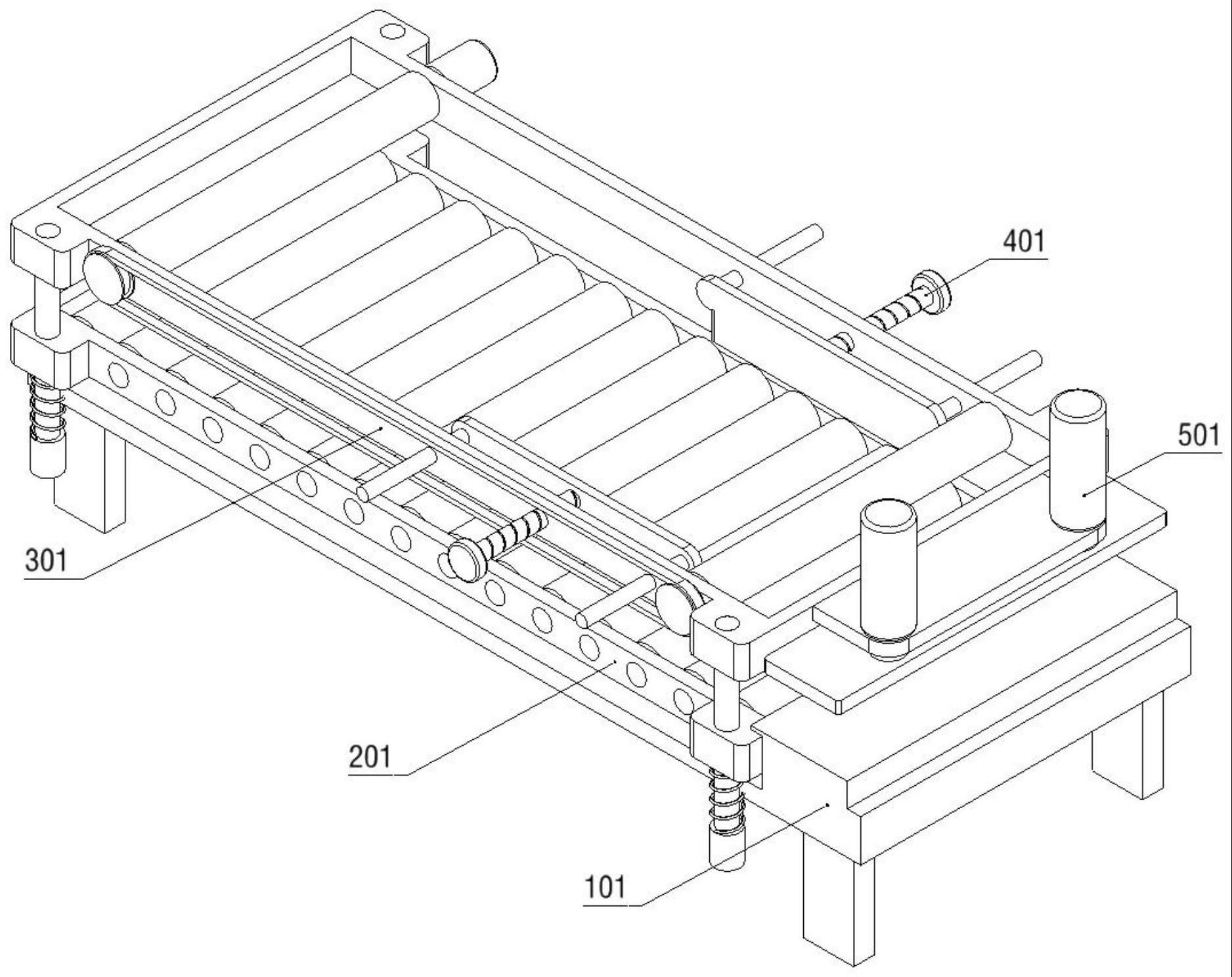
本技术属于泡沫切割,更具体地说,特别涉及一种塑料泡沫分切机工件定位机构。背景技术:1、在实际的塑料制品加工工作中,就会涉及大量的泡沫板的切割工作,同时出产的泡沫板通常长度较长,也不易搬运,容易磕碰损坏
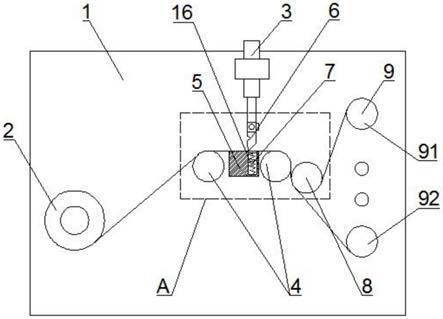
1.本实用新型涉及包装袋设备技术领域,尤其是涉及一种塑料包装袋分切机。背景技术:2.塑料包装袋作为一种常见物品存在于人们的生活中,包装袋在生产过程中需要经过薄膜印刷、多层薄膜复合、熟化、制袋等工序,对
 扫码咨询
扫码咨询© 2010-2026厦门德力实自动化设备有限公司
 新能源超薄膜分切机
新能源超薄膜分切机 pet薄膜分切机
pet薄膜分切机 bopp薄膜分切机
bopp薄膜分切机 pvc薄膜分切机
pvc薄膜分切机