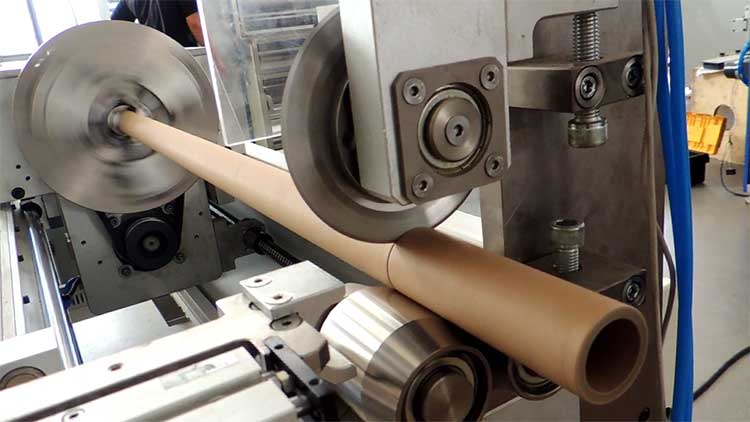
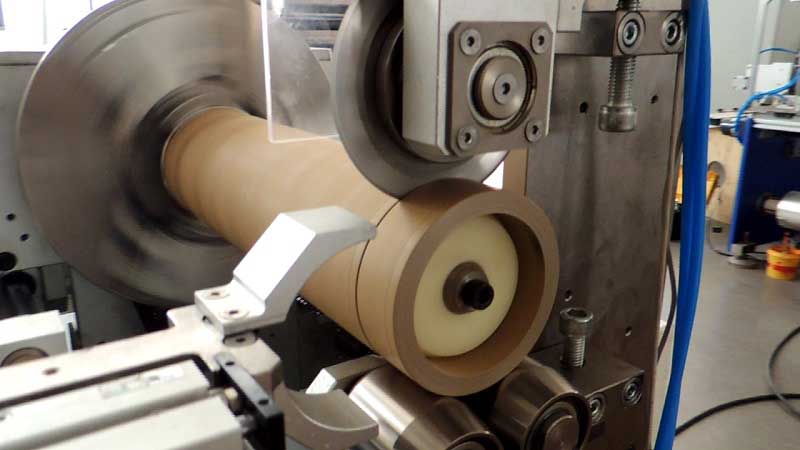
薄膜分切机由放卷机构、切割机构、卷绕机构、各种功能辊和张力控制偏差校正控制检测装置组成。其工作原理是将从退绕机构释放的金属化薄膜原料通过压平辊、张力检测辊、赋能辊和偏差校正系统送入切割机构。原料切割后,通过卷绕机构分别卷成标准薄膜卷。

1、薄膜分切机的PLC完成计算,控制各部分的动作,实现系统的自诊断功能;
2、触摸屏作为人机界面,接收操作员指令,设置并显示各种操作参数;
3、变频器驱动主驱动电机,为每个传动机构提供运动和动力;
4、薄膜分切机的退绕张力控制系统采用恒张力退绕,确保原材料在分切过程中不变形、不起皱;
5、收卷张力控制系统采用恒转矩收卷,确保成品料卷正确拉紧,膜卷端面整齐;
6、偏差校正控制系统对原材料或传输过程中各种因素造成的偏差进行校正,确保切割过程中切割边缘保持在金属化膜隔离带的中心,确保边缘保持精度的实现;
7、薄膜分切机的电源输出0-900V的可调节直流电压,该电压通过能量辊施加到金属化膜的两侧。在薄膜材料运输过程中,去除了薄膜介质中存在的各种导电和半导电杂质,可以有效提高电容器的质量;
8、传感器检测到的信号被发送到PLC,记录切割后薄膜卷的长度、直径和各种运动状态,实现系统的自动控制。
 扫码咨询
扫码咨询© 2010-2026厦门德力实自动化设备有限公司

 修正带分切机
修正带分切机 定制型锂电材料分切机
定制型锂电材料分切机 新能源超薄膜分切机
新能源超薄膜分切机 pet薄膜分切机
pet薄膜分切机