金属分切机的话,就和切割机差不多,一大卷的卷材,要什么尺寸的就直接切。
金属分条机的话,主要切一下,有一个轴放料,另有一个轴收卷,中间过刀。
金属分条机是一种对宽卷材料进行纵向分切的设备。所以各个行业都有这个词在使用,我们则可以从使用范围进行了解。
金属分条机主要用于分条金属卷材:这也是目前金属剪切设备中的主流产品,市场经常可见。如分条带钢、不锈钢、铜……其主要用于钢材加工厂家(钢材市场经营者、轧钢厂家、电器行业、汽车、冲压件等等)。
金属分条机结构:由开卷(放卷)、引料定位、分条纵剪、卷取(收卷)等组成的设备。其主要功能是将宽卷材料设长度方向剪切成窄的一定尺寸卷材,为日后其它加工工序做好准备。
金属分条机优点:布局合理,操作方便,自动化程度高,生产效率高,工作精度高,可加工各种冷轧、热轧卷板、硅钢板、不锈钢板、彩板、铝板以及电镀后或涂装后的各类金属板材。
金属分条机运用:广泛用于汽车、农用车、集装箱、家电、包装、建材等金属板材加工行业。
金属分条机的结构组成及功能:
1、储料台:用于需加工之原材存放,也称原料待机处,一般定制1-2个。
2、运卷台车:将储料台所存储之待机原料运入开卷机,并通过上升、下降、前后移动等功能将原料穿入开卷筒,通常采用目视/手动等方式,也可做成全自动“V”平面或辊式平面。
3、开卷机:通常采用单悬臂式,如原料重量较大,需于开卷筒端部加设辅助支承,开卷机座通常具有沿单机平行方向前后移动功能,能有效快速地完成原料对中,一般采用目视/后动的方式,也可做成全自动自动对中,但需增加昂贵的费用。
A.圆锥头式开卷架:圆锥头式开卷架适用锥头至锥尾范围内任何内径之原材,但由于易造成原料内圈边缘损伤,一般适用于3mm以上之中厚原材。
B.阶梯式开卷架:该方式之开卷头只适用于多标准内径原料,一般分为2~4级,但操作相对没有单头悬臂直观方便,其前后移动通常靠油缸驱动。
4、夹送、整平及板头剪:夹送对轮通常采用液压、气动及电动等提升装置,整平机一般采用电动提升及蜗轮蜗杆结构,以确保升降定位的稳定性,板头剪通常采用油压剪床,以保证原料进入圆盘剪之端头平齐。其驱动一般采用无级调速马达驱动,以确保整机之线速平稳同步。
5、活套坑:又称原料贮备缓冲坑,通常深度2~4米,长度3~4米,作为原料在夹送与纵剪机之速度匹配缓冲装置,通常采用油压电动等升降之过渡平台,将原料送入夹送和侧向导位装置,过渡台板一般采用辊轮及防划伤材料作为原料接触过渡面。
6、侧导位及夹持装置:侧导位是作为原料在快速前进时之侧向定位装置,通常采用立辊式或立板式结构,确保原料在纵剪时之横向定位,不致于出现跑边而造成成品剪切宽度不良;夹持装置一般采用对辊式,确保原料剪切前之平展性。
7、圆盘剪:圆盘剪又称纵剪机,为本生产机列之核心装置,通过刀片与隔套的不同组合达到剪切不同成品宽度。其分条刀轴之精度要求很高。其纵向跳动、侧向偏摆及其机械强度都决定分条成品之精准度。其辅件圆刀片、刀片隔套等精度要求也决定分条成品之精准度及排刀时间,直接影响加工产量。其退料方式一般有胶圈退料及压板退料两种,刀片与刀片隔套之定位有螺母定位及较为昂贵的液压轴锁等方式。
8、过渡平台:过渡平台是将剪切的成品过渡到成品活套缓冲坑内的装置,要求其与圆盘剪靠近部分可自由掀起,方便刀片排组及成品质量测定等功能,于固定部分有尾料压板装置防止成品剪切完后掉入活套坑内形成乱带与打结。
9、废边卷取机:废边卷取机采用圆盘式收取装置,将材料剪切后之废边卷取成捆,以利于废边丝之存放及运输,一般辅有螺杆式导向装置或凸轮连杆式导向装置,其驱动采用无级变速及张力控制式马达驱动,辅以急停式制动刹车器,有手动卸料与自动卸料两种方式。
10、成品缓冲坑:长度约3~4米,深度视材料厚薄、分条条数及原料卷径等参数定之通常深度约4~7米。在分条剪多条薄板材料时,由于原材之厚度公差及张力生产站之张力不均匀等因素造成成品长短不一等现象,活套坑起速度缓冲与套量贮存等功能。
11、前分隔装置:前分隔装置是成品进入张力生产站前给予预先分隔分离,使成品带在受张力挤压时不会出现交带、叠带现象,一般由两重分离定位及防跳带压轮组成,前段采用可升降之分离轴,可防止所压板材因压轮引起之塑性变形,分离轴采用活动导轨可方便灵活将分离轴滑动拉出,以利于隔片排组。
12、张力产生站:张力生产站分为传统之板式张力站、较为先进之皮带张力站及辊式张力站,通常采用可调油压升降下压来达到产生张力的功能,皮带式及辊式则采取滑动摩擦阻力来产生张力。
A.传统张力站因张力初垫与带材有相对滑动可能造成表面易划伤板材出现划伤、刮花等现象,其产生张力几乎适应所有表面不易伤厚度材料或非光亮镜面板之收取。
B.皮带式张力站是通过皮带与内张力辊之间的滑动阻力差来产生的,适用于光亮镜面板表面保护。因其皮带间隙等原因可能对个别厚度及窄带造成材料损伤。
C.辊式张力站适用于0.5以下薄板之张力产生,其工作原理是通过辊的阻力或辊与带的速差来产生张力,对较厚板材来说可能造成辊面损伤而无法保证其使用性能。
传统式张力产生站由于张力均匀、张力调整简单、构造简单、维修方便等因素,而易造成成品之划伤可通过表面附膜解决,且经济实惠,故深受广大使用者青睐。
13、夹送及剪床:夹送机用以成品带在进入收卷机时作动力提供装置或者在分剪剪床对成品分切后的材料送入收卷机之动力提供装置,一般采用气、油、电等驱动方式来完成其应有功能,剪床通常采用油压剪床,在成品分卷时起横切功能,后附成品导向及展平轮。
14、收卷机:收卷机又称成品复卷机,是将分剪成品再度收卷成卷的装置,收卷筒采用可涨缩结构,方便成品能顺利退出,附以分离装置防止成品带交带、叠带及成品端面卷取平整,采用液压升降,辅以抗衡阀可在成品越来越大时可对抗性自动上升,推板装置采用液压驱动,将成品带从收卷筒上平稳推出。在收取较重成品卷时,辅以辅助支承装置。驱动马达采用恒功率DC马达驱动,确保在卷取大卷材料时的卷取动力及保证卷带不塔形。有快速制动刹车装置,可防止拉带拉刀。
15、卸料台车:采用液压升降,“V”型结构设计,确保成品带卷的稳定性,通过液压或电动驱动将成品卷运出收卷筒并到达可起吊方便的地方。为防止成品带翻倒,一般有防倒卷立辊插孔。
16、电气控制柜、操作台、电动、油压、气动产生站等
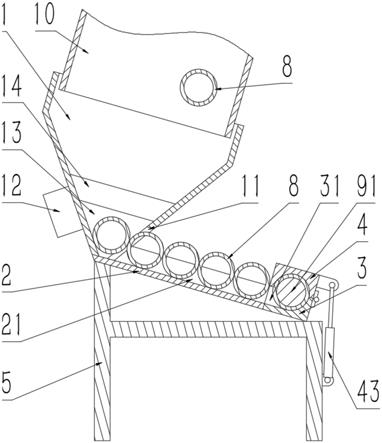
1.本实用新型涉及胶带纸管穿管领域,尤其是一种纸管穿管机。背景技术:2.胶带分条机可以同时将多个纸管缠绕上胶带,后续不需要进行切管作业。但是将分条机的轴上套上纸管需要人工花费较长的时间,同时人工套装的
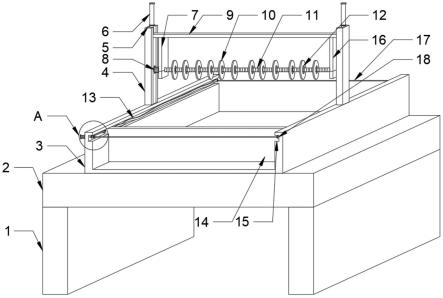
本实用新型涉及降噪设备技术领域,具体是指一种胶带分条机噪音消除装置。背景技术:胶带分条机用于将整个胶带切割成条状胶带,以符合不同行业中的使用要求,现有的胶带分割机智能化程度低,需要人工辅助完成切割,切
1.本实用新型涉及一种胶带生产用自动化分条机,特别是涉及一种锂电池极耳胶带生产用自动化分条机,属于分条机技术领域。背景技术:2.胶带按它的功效可分为:高温胶带、双面胶带、绝缘胶带、特种胶带、压敏胶带和
 扫码咨询
扫码咨询© 2010-2026厦门德力实自动化设备有限公司
 热转印碳带分切机
热转印碳带分切机 太阳膜分切机
太阳膜分切机 条码碳带分切机
条码碳带分切机 单面胶分切机
单面胶分切机