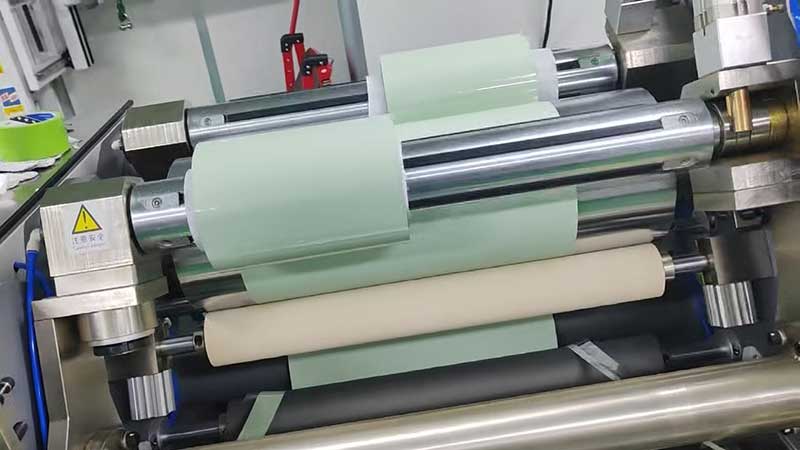
薄膜分切机由放卷机构、切割机构、收卷机构、各功能辊以及张力控制纠偏控制和检测装置组成,可将聚酯薄膜、镀铝薄膜、BOPPLDPE、HDPE、LLDPE、PP等薄膜。也可将云母带、PE分切成不同尺寸,广泛运用于包装及其他覆膜行业。

薄膜分切机刀片我们大致可以分成:方形分切刀片和圆形分切刀片2种。
1、方形分切刀片
方形分切刀片主要适用于各类膜材料的分切加工使用。薄膜分切机方形分切刀片较常见的就是三孔刀片了,它是一种较精细的刀具,设计目的是在任何时候都减少分切机在工作中运行和高性能剪切的停机时间,从高性能系列上选择气动分切刀或者新的非气动分。
2、圆形分切刀片
圆形分切刀片主要适用于纸张、铝铂、厚片等材料的分切加工。在圆刀片的使用之前,须对其进行一个专业的热处理。
 扫码咨询
扫码咨询© 2010-2026厦门德力实自动化设备有限公司


 电容器薄膜分切机
电容器薄膜分切机 电容膜分切机
电容膜分切机 新能源超薄膜分切机
新能源超薄膜分切机 pet薄膜分切机
pet薄膜分切机