
一种辊压分切数控集成一体机的制作方法
1.本实用新型涉及用于锂电池极片制作的辊压机和分切机技术领域,尤其涉及一种辊压分切数控集成一体机。
背景技术:
2.顺应时代绿色环保的发展趋势,传统的汽车动力能源由油料向锂电池转变,而研发和生产新能源锂电池正是顺应这一时代发展的产物。新能源锂电池的工艺流程中,极片制作是基础,电芯制作是核心。对应极片制作的机器设备有搅拌机、涂布机、辊压机、分切机等。
3.目前搅拌机、涂布机、辊压机、分切机等机器设备,大都是单套制作,没有形成集成化的流水线,是一台机器设备对应一个工序,比如:搅拌机用于将电极正负极材料搅拌均匀、涂布机用于将电极涂布上正负极材料、辊压机用于使电极的正负极材料涂布均匀且厚度符合要求、分切机用于将电极正负极片分切成符合电池的宽度要求,这种工艺方式,工序与工序之间是断开的,不连续的,生产效率低,且各工序间掺杂了不可控因素,对电池的质量也有影响。大批量生产,采取流水线集成化生产作业模式,是大势所趋。
技术实现要素:
4.为了解决现有技术中存在的上述不足,本实用新型提供了一种辊压分切数控集成一体机,将锂电池极片的辊压和分切一次完成,自动化程度高,生产效率高。
5.实现本实用新型上述目的所采用的技术方案为:
6.一种辊压分切数控集成一体机,锂电池极片经辊压分切数控集成一体机辊压至要求厚度并分条,所述辊压分切数控集成一体机包括依次设置的放卷机构、接带机构、辊压机、激光测厚机构和分切机,分切机的后方配套有上下水平设置的第一收卷机构和第二收卷机构;
7.所述分切机包括底座、固定于底座上的后墙板以及水平连接于后墙板上的分切刀组、主动辊和从动辊,所述主动辊和从动辊均设置有三套,其中一套主动辊和从动辊位于分切刀组的前方,另两套主动辊和从动辊位于分切刀组的后方并上下设置,第一收卷机构和第二收卷机构均连接于后墙板上并分别位于分切刀组后方的两套从动辊的后方,锂电池极片经分切刀组分条后,分别由两套主动辊和从动辊传至到后方的第一收卷机构和第二收卷机构;
8.所述后墙板上水平连接有三套张力控制机构,三套张力控制机构的位置与三套主动辊和从动辊的位置相对应。
9.所述后墙板上还水平连接有两套毛刷总成,两套毛刷总成分别位于分切刀组后方的两套主动辊和从动辊之间。
10.张力控制机构包括张力辊和检测传感器,检测传感器安装于张力辊上。
11.所述放卷机构包括气涨轴和磁粉制动器,气涨轴的两端通过平推式机械夹头固
定。
12.所述辊压机包括辊压机架以及安装于辊压机架上的辊压动力系统、上轧辊组件、下轧辊组件和间隙调整组件,其中上轧辊组件和下轧辊组件上下贴靠,间隙调整组件安装于下轧辊组件上并调整上轧辊组件和下轧辊组件之间的间隙,辊压动力系统与上轧辊组件连接并带动上轧辊组件旋转。
13.所述辊压机架上还安装有刮板组件,刮板组件设置有两套,分别贴靠于下轧辊组件的进料侧和上轧辊组件的出料侧。
14.所述第一收卷机构和第二收卷机构的结构相同,均为悬臂式结构,且均通过旋转式滑差轴收卷。
15.所述第一收卷机构和第二收卷机构的上部均配设有压轮机构,便于控制分切毛边。
16.与现有技术相比,本实用新型提供的技术方案有以下优点:
17.1、本实用新型中提供的辊压分切数控集成一体机走带流线顺畅,转盘式放卷、悬臂式收卷,浮动张力控制、辊压、分切、吸尘进行了整体布局,将辊压、分切一次完成,结构紧凑,自动化程度高,既方便操作又节省空间,机器不间断运行,生产效率高。
18.2、本实用新型中分切前后配设张力控制机构,进行张力参数设置,实时恒张力放卷,分切刀架从结构和配件加工工艺进行了严格规范,毛刷总成有效去除极片粉尘,压轮收卷防止极片产生毛边,加强辊压、分切质量的改善。
19.3、本实用新型中放卷采用顶锥式气涨结构方便上下料,收卷悬臂式装卸料装置方便操作,操作工只负责上料和下料工作,其它工艺均可自动完成,生产效率高。
20.4、本实用新型中分切机中从动辊分布均匀流畅,有利于极片的分切。
21.5、本实用新型中增加测厚功能、在线测长功能,保证产品质量和数量。
附图说明
22.图1为本实用新型中辊压分切数控集成一体机的结构图;
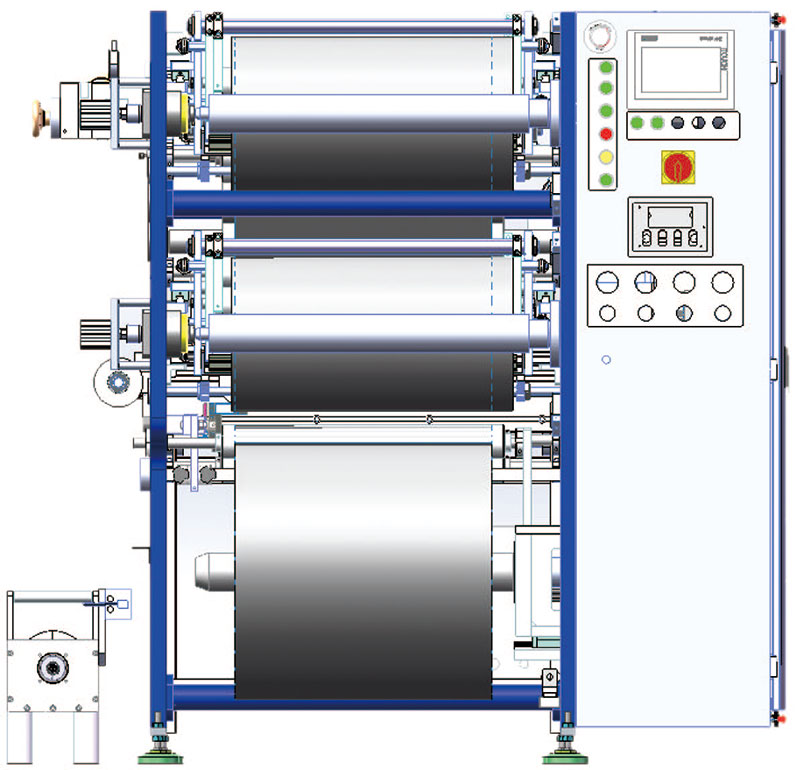
23.图2为本实用新型中辊压分切数控集成一体机的主视图简图;
24.图3为本实用新型中辊压分切数控集成一体机的俯视图;
25.图4为本实用新型中辊压分切数控集成一体机的主视图详图;
26.图中:1-放卷机构,2-接带机构,3-辊压机,31-辊压机架,32-辊压动力系统,33-上轧辊组件,34-下轧辊组件,35-间隙调整组件,36-刮板组件,4-激光测厚机构,5-分切机,51-底座,52-后墙板,53-分切刀组,54-主动辊,55-从动辊,6-第一收卷机构,7-第二收卷机构,8-张力控制机构,9-毛刷总成,10-压轮机构。
具体实施方式
27.下面结合附图和具体实施例对本实用新型做详细具体的说明。
28.本实用新型提供的辊压分切数控集成一体机如图1~图4所示,锂电池极片卷料经辊压分切数控集成一体机辊压至要求厚度并分条成要求宽度的极条。本实施例中辊压分切数控集成一体机包括依次设置的放卷机构1、接带机构2、辊压机3、激光测厚机构4和分切机5。图1~图3中未画出部分部件,图4为辊压分切数控集成一体机的详图。
29.放卷机构包括气涨轴和磁粉制动器,放卷采用磁粉被动放料(与磁粉制动配合放卷),方便上下料,气涨轴的两端通过平推式机械夹头固定。本实施例中接带机构为手动接带机构,用于极片辗压过程中断裂或更换料卷时接片,目的为减少极片的浪费。
30.辊压机包括辊压机架31以及安装于辊压机架上的辊压动力系统32、上轧辊组件33、下轧辊组件34和间隙调整组件35,其中上轧辊组件和下轧辊组件上下贴靠,间隙调整组件安装于下轧辊组件上并调整上轧辊组件和下轧辊组件之间的间隙,辊压动力系统与上轧辊组件连接并带动上轧辊组件旋转,从而保证极片厚度以及正负极材料涂覆厚度。辊压机架上还安装有刮板组件36,刮板组件设置有两套,分别贴靠于下轧辊组件的进料侧和上轧辊组件的出料侧。辊压机后方的激光测厚机构,保证产品的质量监控。
31.本实施例中分切机包括底座51、固定于底座上的后墙板52以及水平连接于后墙板上的分切刀组53、主动辊54和从动辊55,所述主动辊和从动辊均设置有三套,其中一套主动辊和从动辊位于分切刀组的前方,另两套主动辊和从动辊位于分切刀组的后方并上下设置,从动辊分布均匀流畅,有利于极片的分切。分切机的后方(后面两套从动辊后方)配套有上下水平设置的第一收卷机构6和第二收卷机构7,所述第一收卷机构和第二收卷机构均连接于后墙板上并分别位于分切刀组后方的两套从动辊的后方。锂电池极片经分切刀组时,自动分切成需要的规格。分条后再分别由两套主动辊和从动辊传至到后方的第一收卷机构和第二收卷机构。
32.分切机中配设有张力控制机构8,张力控制机构在后墙板上水平连接有三套,三套张力控制机构的位置与三套主动辊和从动辊的位置相对应。具体地,分切刀组前方处张力控制机构、从动辊和主动辊依次设置;分切刀组后方主动辊、张力控制机构和从动辊依次设置,本实施例中根据需要,分切刀组后方的两套从动辊均设置有两根,见图2和图3。张力控制机构包括张力辊和检测传感器,检测传感器安装于张力辊上。分切机组的前后均配设有张力控制机构,通过设置张力辊上的张力参数,实时恒张力放卷,进一步加强辊压、分切质量的改善。还可以在分切前增设浮动纠偏控制器,保证分切收卷整齐度。
33.另外后墙板上还水平连接有两套毛刷总成9,两套毛刷总成分别位于分切刀组后方的两套主动辊和从动辊之间,避免高速旋转时粉尘飞扬造成污染。本实施例中张力控制机构位于毛刷总成的前方。分切的极条经张力控制机构和毛刷总成后,分别通过第一收卷机构和第二收卷机构进行收卷。
34.第一收卷机构和第二收卷机构的结构相同,均为悬臂式结构,且均通过旋转式滑差轴收卷。滑差轴收卷,可进行(张力)*(条数)的量化设置,并根据不同分切宽度自动调整张力基数,持续保证张力恒定,连续分切不会造成断带。放卷机构、第一收卷机构和第二收卷机构均采用分体式结构,有利于分体组装及拆装运输。本实施例中第一收卷机构和第二收卷机构的上部均配设有压轮机构10,便于控制分切毛边。另外,还在第二收卷机构的下方设置有在线测长机构,保证产品的数量。
35.本实用新型提供的辊压分切数控集成一体机的工作原理为:电池极片卷料经过涂布电池正负材料后,经放卷机构放卷,通过辊压机对其进行连续的辊压成型,以实现对涂布后的材料进行压实,提高其附着力和达到理想的技术要求的厚度,保证极片厚度以及正负极材料涂覆厚度。极片运行过程中,通过纠偏控制器上的传感器检测并进行自动纠偏,通过张力控制机构自动控制极片放卷张力,恒张力放卷,卷料经过分切机的环形分切刀时自动
分切成需要规格的条状极条,分切后极条根据设定的张力实现恒张力控制,通过毛刷总成自动负压吸尘,通过第一收卷机构和第二收卷机构自动收卷,为下道工序的电芯的制作提供保证质量的正负极极条。从而实现锂电池极片的辊压和分切一次完成,自动化程度高,机器不间断运行,生产效率高。
技术特征:
1.一种辊压分切数控集成一体机,锂电池极片经辊压分切数控集成一体机辊压至要求厚度并分条,其特征在于:所述辊压分切数控集成一体机包括依次设置的放卷机构、接带机构、辊压机、激光测厚机构和分切机,分切机的后方配套有上下水平设置的第一收卷机构和第二收卷机构;所述分切机包括底座、固定于底座上的后墙板以及水平连接于后墙板上的分切刀组、主动辊和从动辊,所述主动辊和从动辊均设置有三套,其中一套主动辊和从动辊位于分切刀组的前方,另两套主动辊和从动辊位于分切刀组的后方并上下设置,第一收卷机构和第二收卷机构均连接于后墙板上并分别位于分切刀组后方的两套从动辊的后方,锂电池极片经分切刀组分条后,分别由两套主动辊和从动辊传至到后方的第一收卷机构和第二收卷机构;所述后墙板上水平连接有三套张力控制机构,三套张力控制机构的位置与三套主动辊和从动辊的位置相对应。2.根据权利要求1所述的辊压分切数控集成一体机,其特征在于:所述后墙板上还水平连接有两套毛刷总成,两套毛刷总成分别位于分切刀组后方的两套主动辊和从动辊之间。3.根据权利要求1所述的辊压分切数控集成一体机,其特征在于:张力控制机构包括张力辊和检测传感器,检测传感器安装于张力辊上。4.根据权利要求1所述的辊压分切数控集成一体机,其特征在于:所述放卷机构包括气涨轴和磁粉制动器,气涨轴的两端通过平推式机械夹头固定。5.根据权利要求1所述的辊压分切数控集成一体机,其特征在于:所述辊压机包括辊压机架以及安装于辊压机架上的辊压动力系统、上轧辊组件、下轧辊组件和间隙调整组件,其中上轧辊组件和下轧辊组件上下贴靠,间隙调整组件安装于下轧辊组件上并调整上轧辊组件和下轧辊组件之间的间隙,辊压动力系统与上轧辊组件连接并带动上轧辊组件旋转。6.根据权利要求5所述的辊压分切数控集成一体机,其特征在于:所述辊压机架上还安装有刮板组件,刮板组件设置有两套,分别贴靠于下轧辊组件的进料侧和上轧辊组件的出料侧。7.根据权利要求1所述的辊压分切数控集成一体机,其特征在于:所述第一收卷机构和第二收卷机构的结构相同,均为悬臂式结构,且均通过旋转式滑差轴收卷。8.根据权利要求1所述的辊压分切数控集成一体机,其特征在于:所述第一收卷机构和第二收卷机构的上部均配设有压轮机构,便于控制分切毛边。
技术总结
本实用新型提供了一种辊压分切数控集成一体机,包括依次设置的放卷机构、接带机构、辊压机、激光测厚机构和分切机,分切机的后方配套有上下水平设置的第一收卷机构和第二收卷机构;分切机包括底座、后墙板、分切刀组、主动辊和从动辊,主动辊和从动辊均设置有三套,第一收卷机构和第二收卷机构均连接于后墙板上,后墙板上水平连接有三套张力控制机构,三套张力控制机构的位置与三套主动辊和从动辊的位置相对应。将锂电池极片的辊压和分切一次完成,自动化程度高,生产效率高。生产效率高。生产效率高。
技术研发人员:谢敬文
受保护的技术使用者:武汉千里马电源机械制造有限公司
技术研发日:2022.10.18
技术公布日:2023/3/23
 扫码咨询
扫码咨询© 2010-2026厦门德力实自动化设备有限公司

 修正带分切机
修正带分切机 定制型锂电材料分切机
定制型锂电材料分切机 pet薄膜分切机
pet薄膜分切机 新能源超薄膜分切机
新能源超薄膜分切机