
本实用新型涉及分切机技术领域,特别涉及一种分切机倒挂平移式收卷结构。
背景技术:
目前传统的分切机通常是通过液压翻转的方式进行上下料操作。比如中国专利公开号CN2787439,实用新型的名称为卷筒纸印线分切机,其包括卷筒纸退卷机构、层叠式柔版印刷机构、卷纸分切机构、层叠输送机构、收纸机构,动力传送机构、操作控制系统。卷筒纸退卷部分、层叠式柔版印刷部分的机架与卷纸分切部分、层叠输送部分、收纸部分的机架是各自形成一体的,两部分的动力传送机构采用万向节连接,卷筒纸退卷部分采用磁粉制动器和气压式浮动张力辊,层叠式柔版印刷部分印刷部的主传动系是螺旋锥齿轮传动,印组采用网纹辊传墨,正反面印组分别层叠设置在二列机架立板上的。该实用新型在进行上下料时,使用液压机构来驱动卷筒臂翻转实现卷筒的上下料操作。但是,该上下料方式存在一些不足之处:1、由于使用液压机构作为动力,而液压机构普遍存在漏油的问题,因此会对机器及机器周边造成一定的污染;2、该上下料方式在卸卷时,卷径不同,最终卷筒落到运输小车上的位置也不同,这样便需要人工调节运输小车的位置,使得卷筒能够落在运输小车上指定的位置,使得卸料过程较为麻烦;3、传统的液压结构在收卷卷径增大时,整个膜卷会随着旋转支点外移,这样就造成了膜卷与压辊之间的接触点时刻变化,对某些压力敏感的材料(如PE透气膜)收卷的效果就会很差。
技术实现要素:
本实用新型的目的是解决现有分切机的卷筒采用液压翻转的方式进行卸料,卸料过程中卷筒落在运输小车上的位置会因卷筒直径改变而改变,因此需要人工调节运输小车的位置,使卷筒能够落在运输小车上指定的位置,卸料过程较为麻烦的问题,提供一种分切机倒挂平移式收卷结构,卷筒在卸料时通过平移的方式移动至运输小车上方,便于运输小车快速找准接料位置,方便卸料。
本实用新型的目的是通过如下技术方案实现的:一种分切机倒挂平移式收卷结构,包括移动梁、驱动装置,所述移动梁两端通过导轨可移动连接在分切机横梁上,所述移动梁一侧与驱动装置相连,所述移动梁的下方悬挂有若干组卷筒臂,每组卷筒臂之间可拆卸连接有卷筒。
本实用新型在卸料时,与运输小车配合。运输小车上设置有升降台。当卷筒收卷完成时,移动梁在驱动装置的驱动下移动,将收卷完成的卷筒移动至卸料位置。运输小车行驶至卷筒的正下方,升降台上升将卷筒托住,然后卷筒从卷筒臂上卸下,运输小车便可将卷筒运输至指定位置。由于卷筒通过平移方式移动至卸料位置,无论卷筒的直径为多大,卷筒落在运输小车上的位置始终在卷筒的正下方,因此不管卷筒的直径多大,运输下车只要行驶至卷筒正下方即可,便于运输小车快速找准接料的位置,方便了卸料。实用新型在收卷时,压辊与卷筒的接触点始终保持不变,而传统的液压翻转式结构在收卷卷径增大时,整个膜卷会随着旋转支点外移,这样就造成了膜卷与压辊之间的接触点时刻变化,对某些压力敏感的材料(如PE透气膜)收卷的效果就会很差。因此本实用新型相比传统的液压翻转结构,收卷效果更好。
作为优选,所述导轨上设置有与控制模块电连接的位置传感器。所述位置传感器与控制模块电连接,用于控制移动梁的移动位置,使移动梁能够准确移动至卸料位置。
作为优选,所述驱动装置包括两个分别位于移动横梁两端并通过电机驱动的减速机,每个减速机上均连接有丝杠,所述丝杠上传动连接有丝杠螺母,所述丝杠螺母分别固定在移动梁的两端。所述驱动装置的工作原理如下:通过电机带动两个减速机转动,减速机带动丝杠转动,通过丝杠和丝杠螺母的配合,将丝杠的转动转化为移动梁的平移运动,从而带动卷筒移动,实现卷筒的上料和下料。
作为优选,所述减速机包括蜗杆和与蜗杆传动连接的蜗轮,所述丝杠与蜗轮同轴相连,其中一个减速机的蜗杆与电机相连,两个减速机的蜗杆之间通过传动杆相连。通过电机带动蜗杆转动,蜗杆带动蜗轮转动,进进而带动丝杠与蜗轮同步转动。通过在两个蜗杆之间设置传动轴,这样便只需要设置一个电机,便能同时驱动连个减速机同步转动,不仅降低了成本,也保证了两个丝杠转动的同步性。
作为优选,所述电机为伺服电机。所述伺服电机传动精度高,运行平稳,有利于提高移动梁的移动精度。
本实用新型的有益效果是:本实用新型通过平移方式将卷筒移动至卸料位置,无论卷筒的直径为多大,卷筒落在运输小车上的位置始终在卷筒的正下方,因此不管卷筒的直径多大,运输下车只要行驶至卷筒正下方即可,便于运输小车快速找准接料的位置,方便了卸料。
附图说明
图1为本实用新型的侧视图。
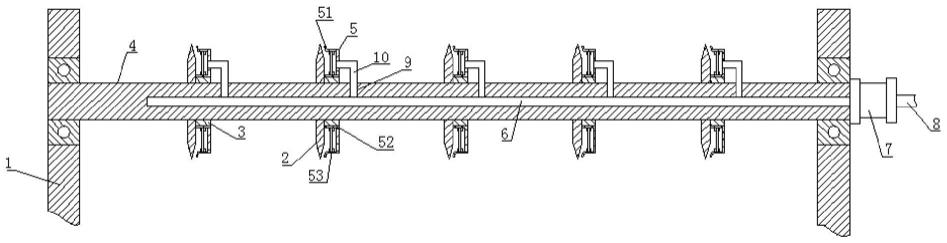
图2为本实用新型的主视图。
图3为图2中A部放大图。
图4为本实用新型在上下料时的工作示意图。
图中:1、分切机横梁,2、移动梁,3、卷筒臂,4、卷筒,5、减速机,6、导轨,7、丝杠,8、丝杠螺母,9、位置传感器,10、压辊,11、电机,12、传动杆,13、运输小车。
具体实施方式
下面通过具体实施方式并结合附图对本实用新型作进一步描述。
实施例:如图1至图4所示,一种分切机倒挂平移式收卷结构,包括移动梁2。所述移动梁2两端通过导轨6可移动连接在分切机横梁1上。所述导轨6设置在分切机横梁1的上端。所述导轨6位直线导轨。所述导轨6上设置有用于探测移动梁2位置的位置传感器9。所述位置传感器9与控制模块相连。所述移动梁2一端连接驱动装置。所述驱动装置包括两个分别位于移动横梁两端的减速机5。所述减速机包括壳体,所述壳体内设置有蜗杆和蜗轮。所述蜗杆和蜗轮传动连接。其中一个减速机5的蜗杆连接电机11。本实施例中,所述电机9为伺服电机。所述蜗轮上同轴连接有丝杠7。两个减速机5的蜗杆之间通过传动杆12传动连接。所述丝杠7上传动连接有丝杠螺母8。所述丝杠螺母8分别固定在移动梁2的两端。通过电机11带动两个减速机5转动,减速机5带动丝杠7转动,通过丝杠8和丝杠螺母8的配合,将丝杠7的转动转化为移动梁2的平移运动。
所述移动梁2的下方悬挂有若干组卷筒臂3。每组卷筒臂3之间均可拆卸连接有卷筒4。所述卷筒臂3的组数根据实际生产需要进行设定。
本实用新型在卸料时,与运输小车13配合。运输小车13上设置有升降台。当卷筒4收卷完成时,移动梁2在驱动装置的驱动下移动,将收卷完成的卷筒4移动至卸料位置。运输小车13行驶至卷筒4的正下方,升降台上升将卷筒4托住,然后卷筒4从卷筒臂3上卸下,运输小车13便可将卷筒4运输至指定位置。所述移动梁2的移动位置通过位置传感器9进行控制。本实用新型采用电机驱动方式,相比传统液压驱动的方式,电机驱动解决有液压装置容易泄露液压油的问题,使得机器及机器周围更加清洁卫生。由于卷筒通过平移方式移动至卸料位置,无论卷筒的直径为多大,卷筒落在运输小车上的位置始终在卷筒的正下方,因此不管卷筒的直径多大,运输下车只要行驶至卷筒正下方即可,便于运输小车找准接料的位置,方便了卸料。同理,在进行上料操作时,装有卷筒的运输小车只需移动至卷筒臂的正下方,通过升降台将卷筒升至卷筒臂之间并将卷筒安装在卷筒臂之间即可。本实用新型卷筒卷径增大时,压辊10与卷筒的接触点始终保持不变,而传统的液压翻转式结构在收卷卷径增大时,整个膜卷会随着旋转支点外移,这样就造成了膜卷与压辊之间的接触点时刻变化,对某些压力敏感的材料(如PE透气膜)收卷的效果就会很差。因此本实用新型相比传统的液压翻转结构,收卷效果更好。
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种分切机倒挂平移式收卷结构,其特征在于:包括移动梁(2)、驱动装置,所述移动梁(2)两端通过导轨(6)可移动连接在分切机横梁(1)上,所述移动梁(2)一侧与驱动装置相连,所述移动梁(2)的下方悬挂有若干组卷筒臂(3),每组卷筒臂(3)之间可拆卸连接有卷筒(4)。
2.根据权利要求1所述的一种分切机倒挂平移式收卷结构,其特征在于,所述导轨(6)上设置有与控制模块电连接的位置传感器(9)。
3.根据权利要求1或2所述的一种分切机倒挂平移式收卷结构,其特征在于,所述驱动装置包括两个分别位于移动横梁两端并通过电机(11)驱动的减速机(5),每个减速机(5)上均连接有丝杠(7),所述丝杠(7)上传动连接有丝杠螺母(8),所述丝杠螺母(8)分别固定在移动梁(2)的两端。
4.根据权利要求3所述的一种分切机倒挂平移式收卷结构,其特征在于,所述减速机(5)包括蜗杆和与蜗杆传动连接的蜗轮,所述丝杠(7)与蜗轮同轴相连,其中一个减速机(5)的蜗杆与电机(11)相连,两个减速机(5)的蜗杆之间通过传动杆(12)相连。
5.根据权利要求3所述的一种分切机倒挂平移式收卷结构,其特征在于,所述电机(11)为伺服电机。
技术总结
本实用新型提供了一种分切机倒挂平移式收卷结构,包括移动梁、驱动装置,所述移动梁两端通过导轨可移动连接在分切机横梁上,所述移动梁一侧与驱动装置相连,所述移动梁的下方悬挂有若干组卷筒臂,每组卷筒臂之间可拆卸连接有卷筒。本实用新型通过平移方式将卷筒移动至卸料位置,无论卷筒的直径为多大,卷筒落在运输小车上的位置始终在卷筒的正下方,因此不管卷筒的直径多大,运输下车只要行驶至卷筒正下方即可,便于运输小车快速找准接料的位置,方便了卸料。
技术研发人员:许炯
受保护的技术使用者:杭州大华工控技术有限公司
技术研发日:2018.12.11
技术公布日:2019.10.11

自创立以来,德力实始终致力于打造全球领先的分切设备,以创新技术、优质产品和专业服务赢得了广泛赞誉。
1.本实用新型属于造纸设备领域,用于收集纸卷分切时所产生的粉尘,具体涉及一种用于卷纸分切机用的集尘装置。背景技术:2.在造纸时,需要把卷取的母卷分切成客户需要的直径,并进行计量称重、标识后输送入库,在
本实用新型涉及一种熔喷无纺布加工领域,特别涉及一种医用熔喷无纺布检测分切机。背景技术:1)目前通过对加入驻极体的熔喷无纺布进行静电处理,可用于口罩,呼吸机等空气过滤产品。其原理主要是物理过滤大颗粒物质
 扫码咨询
扫码咨询© 2010-2026厦门德力实自动化设备有限公司
 修正带分切机
修正带分切机 定制型锂电材料分切机
定制型锂电材料分切机 新能源超薄膜分切机
新能源超薄膜分切机 pet薄膜分切机
pet薄膜分切机