薄膜分切机的中心卷绕也叫主动卷绕,卷筒通常由电机驱动,卷绕力通过中心轴传递到薄膜基材上。在中心压接系统中,线圈可以通过钳的张力和压力的变化来调节。这种类型的分切复卷设备可以以较低的卷绕张力卷膜,对材料的处理也比较温和。

中心卷绕方法是理想的塑料薄膜或复合材料,厚板,非织造布和纸张,对夹紧力敏感,以及材料是敏感的张力或压力在复卷。然而,成品线圈的重量,卷轴或芯的强度,以及薄膜线圈的最大直径仍然受到驱动电机扭矩的限制。更大的卷绕直径需要更大的纸芯来容纳更大的卷筒,但也需要更强大的执行器,这对整体功率和安装空间有更高的要求。
一般来说,中心卷曲分膜机难以避免静电粘附对空气层的影响,适用于低速、小直径缠绕。在卷绕过程中,随着直径的不断增大,张力也随之增大,容易在纸芯附近造成起皱。此时,需要根据锥度计算逐渐减小张力,张力的偏差可由浮辊检测到,并将信号传送给PLC, PLC将计算出的张力反馈给变频电机,驱动中心轴保持膜的恒定张力。当然,也可以采用磁粉制动器,通过控制收卷装置上的磁力来实现恒张力。
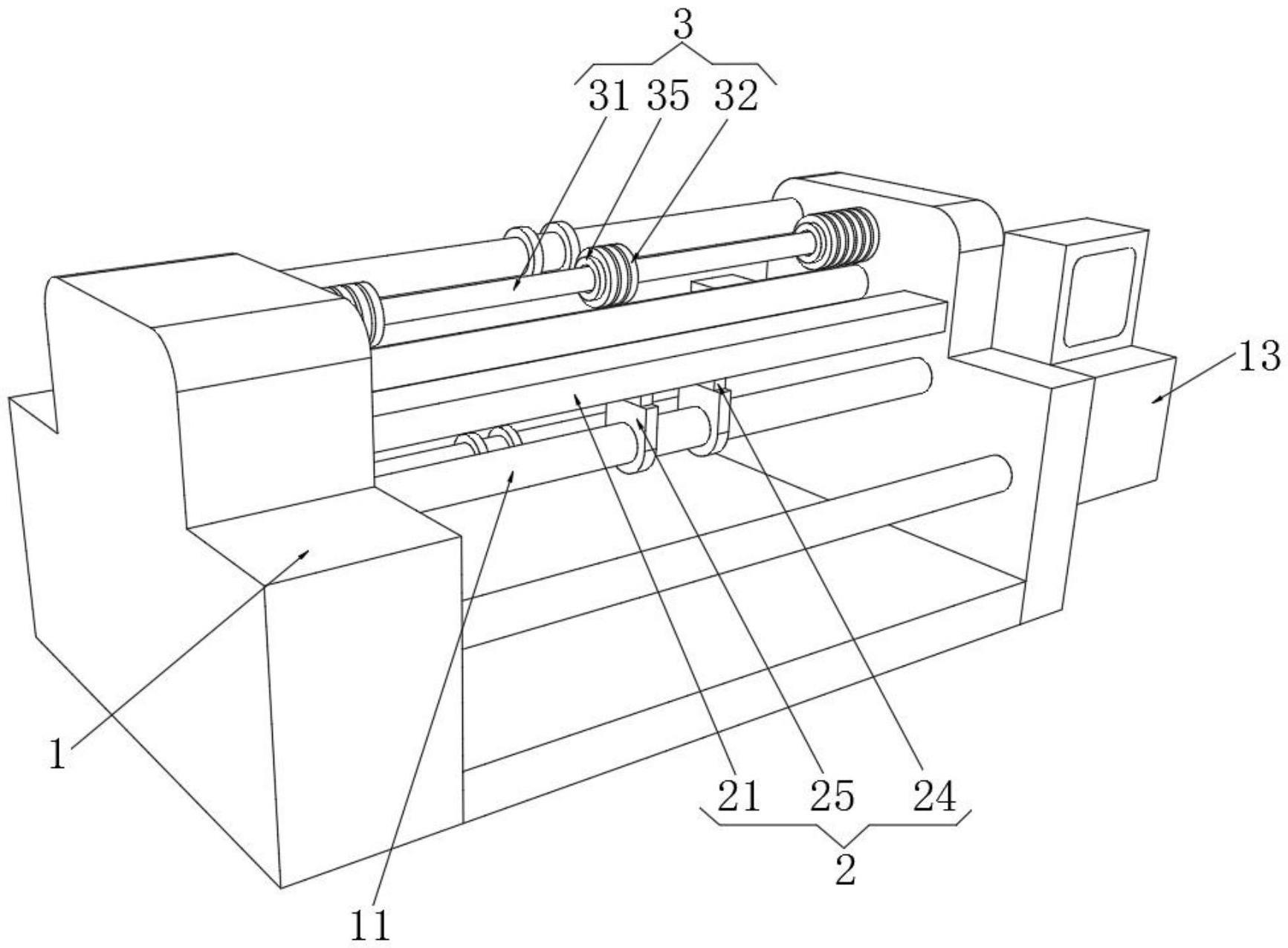
本技术涉及分切机,更具体地说,本实用涉及一种bopa薄膜高速分切机。背景技术:1、分切机是一种将宽幅纸张、云母带或薄膜分切成多条窄幅材料的机械设备,bopa薄膜高速分切机是一种用于对bopa薄膜进行高
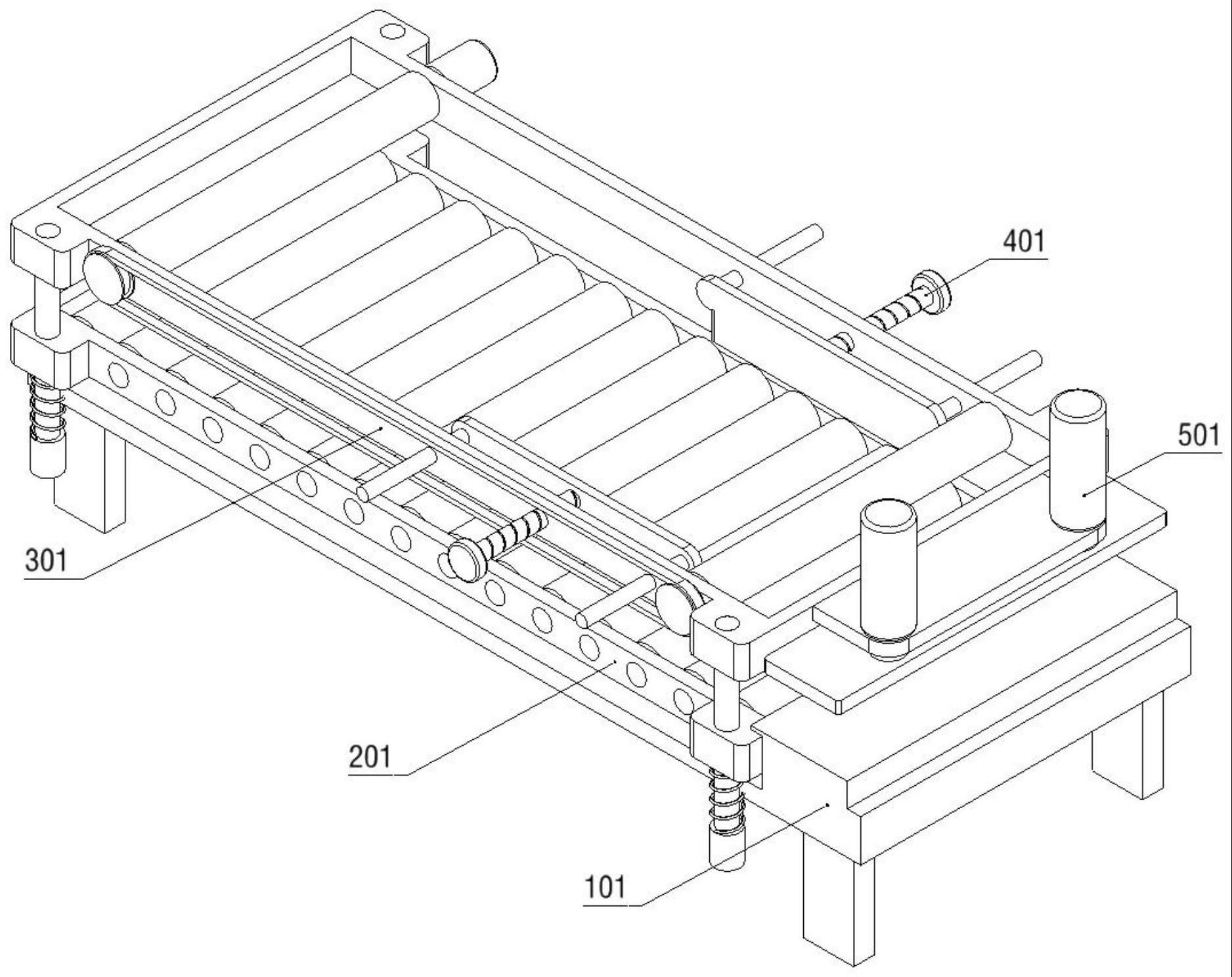
本技术属于泡沫切割,更具体地说,特别涉及一种塑料泡沫分切机工件定位机构。背景技术:1、在实际的塑料制品加工工作中,就会涉及大量的泡沫板的切割工作,同时出产的泡沫板通常长度较长,也不易搬运,容易磕碰损坏
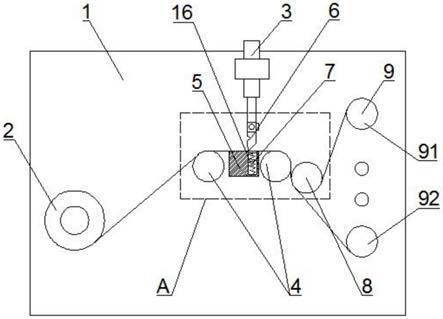
1.本实用新型涉及包装袋设备技术领域,尤其是涉及一种塑料包装袋分切机。背景技术:2.塑料包装袋作为一种常见物品存在于人们的生活中,包装袋在生产过程中需要经过薄膜印刷、多层薄膜复合、熟化、制袋等工序,对
 扫码咨询
扫码咨询© 2010-2026厦门德力实自动化设备有限公司
 新能源超薄膜分切机
新能源超薄膜分切机 pet薄膜分切机
pet薄膜分切机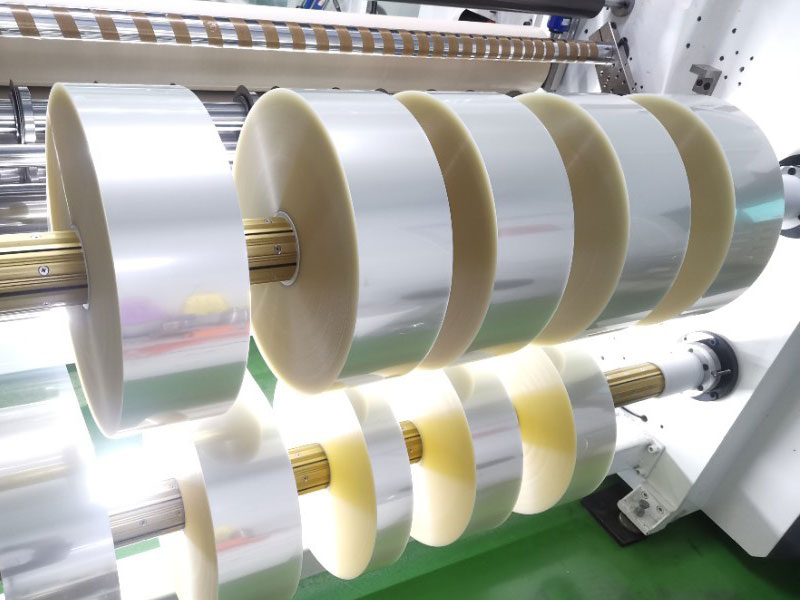 bopp薄膜分切机
bopp薄膜分切机 pvc薄膜分切机
pvc薄膜分切机