分切机跑偏是指膜卷端面上的部分薄膜错出的现象,是薄膜在收卷过程中发生滑动错层所致。

分切机跑偏产生的原因及对策:
1.分切机跑偏与端面不齐属同一类别的分切质量问题,从程度上来说,跑偏比端面不齐的错位程度更为严重;从性质上来说,一般端面不齐是持续性问题,而跑偏多是偶发性问题;从原因上分析,造成端面不齐的原因均有可能造成跑偏问题的出现。
2.由于跑偏比端面不齐的错位程度更为突出,因此分析端面不齐时着眼点应放在细微处,分析跑偏问题时着眼点应开阔一点,特别是注意分切速度的因素影响,加速、减速过于迅速,对平滑性好的薄膜则易产生滑移造成错层,宜放慢分切速度。
3.膜卷收卷过紧也会使膜发生横向滑移,膜卷过松会造成空气的卷入,都会造成膜卷端面错层,应调整收卷张力。
 扫码咨询
扫码咨询© 2010-2026厦门德力实自动化设备有限公司



 新能源超薄膜分切机
新能源超薄膜分切机 pet薄膜分切机
pet薄膜分切机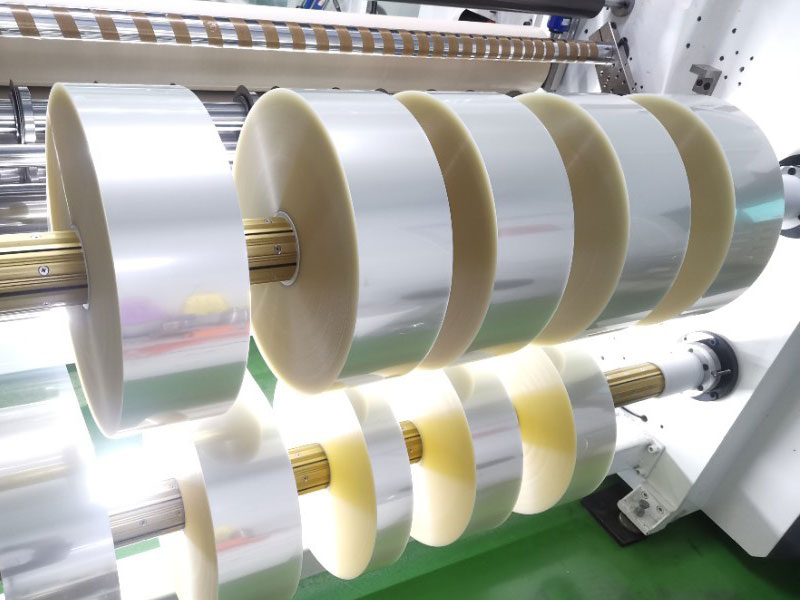 bopp薄膜分切机
bopp薄膜分切机 pvc薄膜分切机
pvc薄膜分切机