无纺布分切机主要用于无纺布等宽幅卷材的切边或分切,分切成实际需要尺寸的若干卷。
1、框架结构:
无论是一次分切还是二、三次分切,国内分切机厂家都应投入精力,在框架结构上加以研究,切实从无纺布分切机厂家着眼,设计出更加合理的无纺布分切机,研究设计出个性化的无纺布分切机,使得分切不同材料在结构上更加细致化,在下一轮国际市场的竞争中,给制膜企业提供有利的武器,同时也给自己的企业寻找出蓝海。
2、自动化控制部分:
目前国内所生产的无纺布分切机自动化水平还停留在中下水平上,虽说国内控制原器件运用已非常普及,价格也较低廉,但国内分切机厂家在使用的深度上远远落后于国外发达国家水平,特别是在控制系统上与无纺布分切机的结构、和所分切的物料上缺乏有机的结合,在这个层面上讲,国产分切机绝大多数还停留在粗线条上,还没有更深入领会无纺布分切机控制系统的严密性和合理性。国内分切机厂家应从以上几个方向着手,寻找出即符合无纺布分切机控制分切原理,又能尽可能的使用好硬件所提供的功能的办法。
3、制造方面:
这是中国制造业所面临的通病,任何机械设备,除了在设计上合理以外,在制造上还要求精度,而中国制造业在这方面是欠缺的,除此之外,制造工艺也是一个薄弱的环节,制造分切的设备,除了一些通用的机床外,还需要有一些制造无纺布分切机的专用设备,如动平衡机、水切割机等,因无纺布分切机制造精度要求高,所以,一些设备需要用数控机床来加工零部件,特别是有必要普及使用机械加工中心,这样所制造出无纺布分切机的设备加工精度才能从根本上得到保证。

要实现多材料兼容分切机的高效分切,需突破传统设备单一材料适配的限制,通过模块化设计、智能传感和动态控制系统实现薄膜/金属箔/无纺布等异质材料的一机分切。
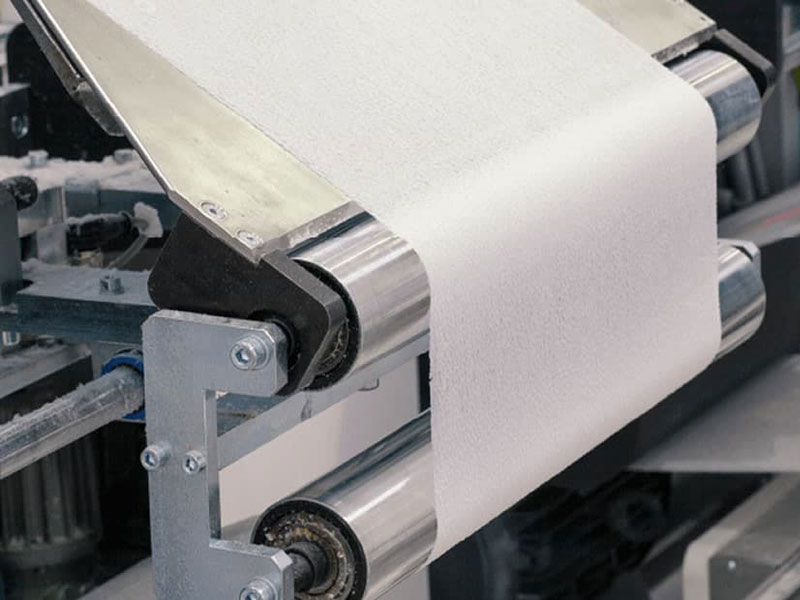
不同应用场景对无纺布的分切精度、效率、边缘质量等要求各异,因此高效、精准的分切机成为无纺布加工的关键设备。
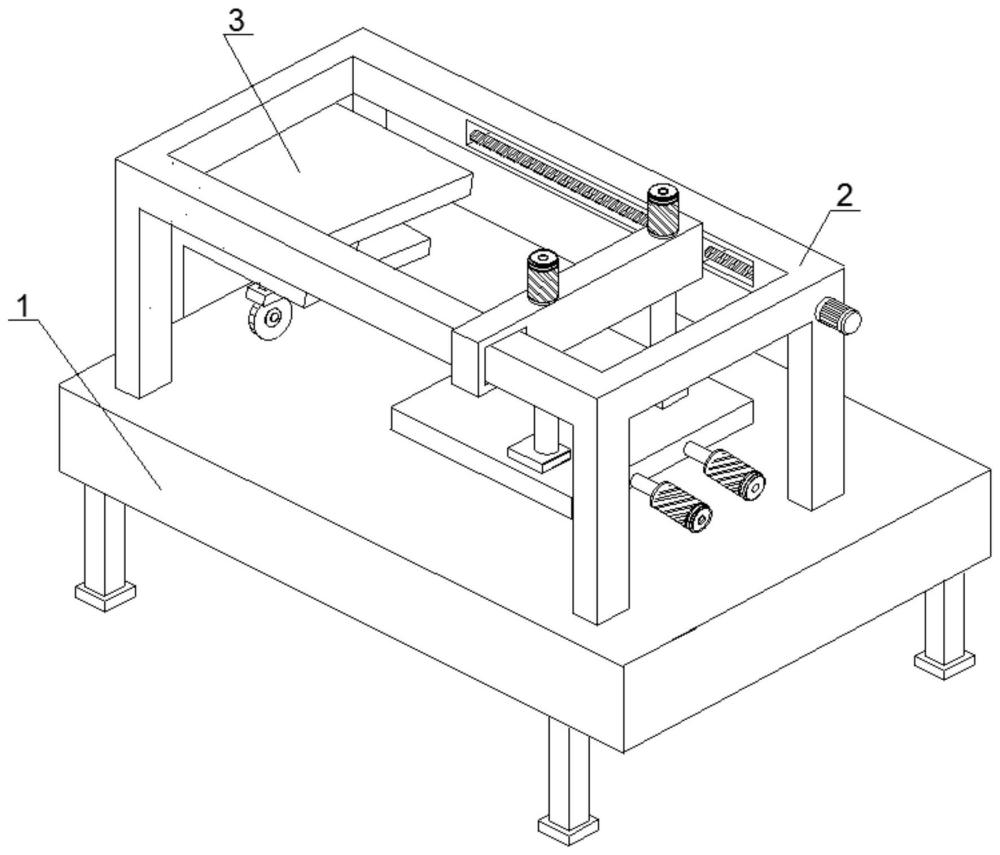
这种设置通过工作台方便快速的对布料进行压紧固定工作,防止布料后续分切时发生移位,而影响物料的裁切质量,提升装置的实用性。
 扫码咨询
扫码咨询© 2010-2026厦门德力实自动化设备有限公司
 修正带分切机
修正带分切机 定制型锂电材料分切机
定制型锂电材料分切机 新能源超薄膜分切机
新能源超薄膜分切机 pet薄膜分切机
pet薄膜分切机