
本发明属于锂电池湿法隔膜制造领域,具体涉及一种锂电池湿法隔膜的在线分切收卷设备。
背景技术:
在锂电池湿法隔膜制造中,收卷通常为最后一个工序,目的在于将切边处理后的隔膜收卷以便于存放运输。传统收卷设备为完整幅宽收卷(2-3m),无法灵活应对生产计划调整,尤其是对于陶瓷隔膜,大卷无法直接进行涂覆。分切设备体积庞大,设备投入高,且调整能力有限。
技术实现要素:
针对上述问题,本发明的目的是提供一种锂电池湿法隔膜的在线分切收卷设备,其能够将隔膜在线分切为小卷,利于灵活应对生产计划调整。
为达到上述目的,本发明采用的技术方案为:
一种锂电池湿法隔膜的在线分切收卷设备,包括分切机构及至少两个收卷机构;所述分切机构包括沿隔膜的穿膜路径依次设置的辗平辊、第一导辊、第二导辊以及分条辊,所述分条辊配置有切刀;各所述收卷机构分别包括沿分切后的隔膜的穿膜路径依次设置的从动雾面辊、第一从动镜面辊、驱动辊、第二从动镜面辊、浮动辊、导辊以及收卷辊。
优选地,各所述收卷机构分别包括沿分切后的隔膜的穿膜路径依次设置的从动雾面辊、第一从动镜面辊、第一驱动辊、第二驱动辊、第二从动镜面辊、第三驱动辊、第四驱动辊、第三从动镜面辊、浮动辊、导辊以及收卷辊。
优选地,各所述收卷机构分别包括收卷机架以及可转动的设置于所述收卷机架上的旋转支架,所述旋转支架上设置有多个用于安装所述收卷辊的安装位,各所述安装位上分别可拆卸地设置有一个所述收卷辊,在收卷时,任一个所述安装位上的所述收卷辊处于对应穿膜路径的位置。
更优选地,所述第一从动镜面辊和所述第三从动镜面辊上设置有压力传感器。
更优选地,所述第一驱动辊和所述第二驱动辊由同一电机通过齿轮传动,且所述第一驱动辊和第二驱动辊的速比一致;所述第三驱动辊和所述第四驱动辊由同一电机通过齿轮传动,且所述第三驱动辊和第四驱动辊的速比一致。
更优选地,各所述收卷机构分别包括收卷机架,所述浮动辊可移动地设置于所述收卷机架上,所述导辊为从动镜面导辊。
优选地,所述分切机构包括分切机架,各所述收卷机构分别包括收卷机架,各所述收卷机构的所述从动雾面辊设置于所述分切机架上,所述第一从动镜面辊设置于对应的所述收卷机架上。
优选地,所述分切机构还包括可移动的切刀架以及用于驱动所述切刀架移动的气缸或电机,所述切刀设置于所述切刀架上。
优选地,所述辗平辊为弓形辗平辊,所述辗平辊、第一导辊、第二导辊和分条辊分别由电机驱动转动。
优选地,所述分切机构还包括从动导向辊及辅助收卷辊。
本发明采用上述技术方案,相比现有技术具有如下优点:
在湿法隔膜制造工序中采用该在线分切收卷设备,通过各个辊的协同配合,直接将二次横拉后制造形成的大幅隔膜进行分切,然后将分切后的隔膜分别收卷为小卷,可实现产线大幅宽生产(3-4m);尤其是可以实现收卷隔膜直接涂覆,省去分切工序,提升生产效率。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
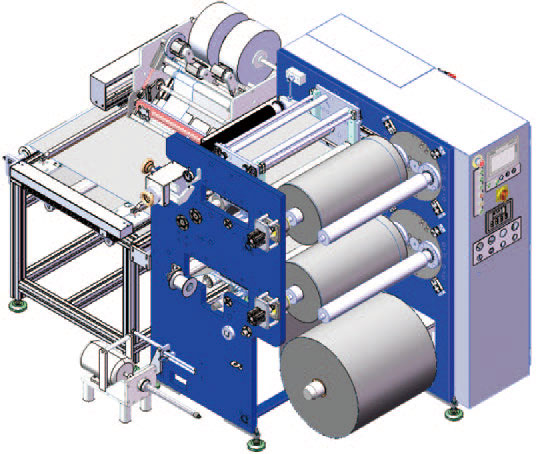
图1为根据本发明的一种在线分切设备的结构示意图;
图2为图1中分切机构的示意图;
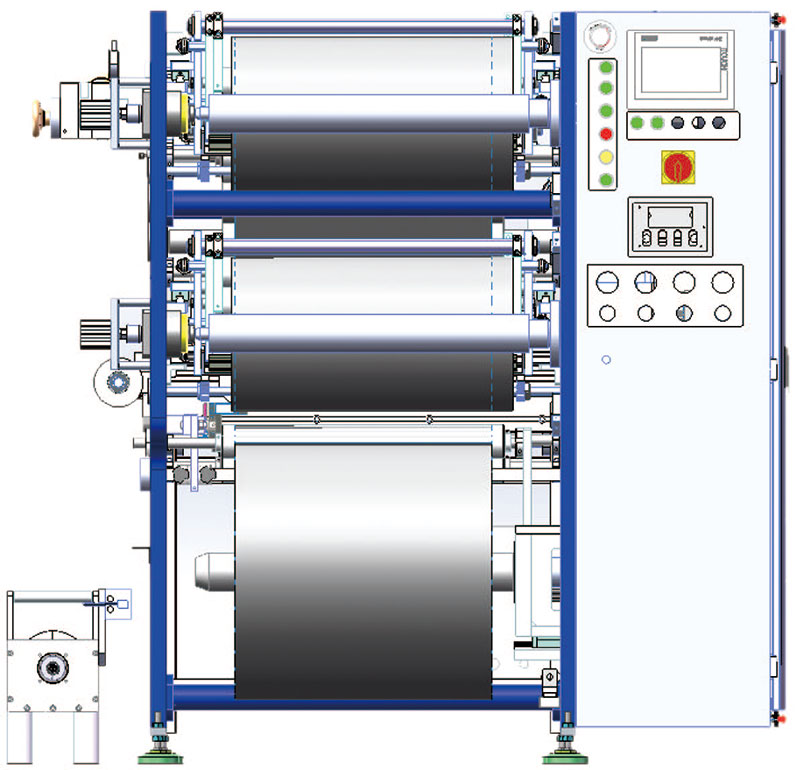
图3为图1中第一个收卷机构的示意图;
图4为分条辊和切刀的侧视图;
图5为分条辊和切刀的俯视图。
其中,
1、分切机构;2、收卷机构;3、收卷机构;4、收卷机构;
10、分切机架;11、辗平辊;12、第一导辊;13、第二导辊;14、分条辊;141、切刀;142、切刀架;143、导轨;144、气缸;15、从动导向辊;16、辅助收卷辊;
20、收卷机架;21、从动雾面辊;22、第一从动镜面辊;23、第一驱动辊;24、第二驱动辊;25、第二从动镜面辊;26、第三驱动辊;27、第四驱动辊;28、第三从动镜面辊;29、浮动辊;30、导辊;31、收卷辊;32、旋转支架;
33、从动雾面辊;
34、从动雾面辊。
具体实施方式
下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域的技术人员理解。
图1示出了根据本发明的一种锂电池湿法隔膜的在线分切收卷设备,其属于锂电池湿法隔膜生产线的一部分,对二次横拉后的隔膜进行分切和收卷。参照图1所示,该在线分切收卷设备包括分切机构1及至少两个收卷机构,本实施例中收卷机构的数量具体为三个。三个收卷机构自前至后依次排列并位于分切机构1之后,而分切机构1则位于锂电池隔膜的二次横拉设备之后。
参照图2所示,分切机构1包括沿隔膜的穿膜路径(如图1中的p0所示)依次设置的辗平辊11、第一导辊12、第二导辊13以及分条辊14。分切机构1还包括分切机架10,辗平辊11、第一导辊12、第二导辊13及分条辊14设置于分切机架10上并分别由电机驱动转动。辗平辊11为带驱动的弓形辗平辊,材料为聚氨酯、丁腈橡胶、丁苯橡胶或顺丁橡胶。第一导辊12为带驱动的金属导辊,材料为镀铬镜面辊。第二导辊13为带驱动的橡胶导辊,材料为聚氨酯、丁腈橡胶、丁苯橡胶或顺丁橡胶。分条辊14为带驱动的镀铬镜面辊。
参照图4和图5所示,分条辊14配置有切刀141,具体为圆刀。分切机构1还包括可移动的切刀架142,切刀141设置于切刀架142上,切刀架142可滑动地设置于导轨143上。该分切机构1还包括用于驱动切刀架142移动的气缸或电机,本实施例中具体为气缸144,气缸144的活塞杆和切刀架142连接,从而带动切刀架142沿导轨143移动,以和分条辊14相配合。对应于本实施例中,切刀141的数量为四个,沿分条辊14的中心线方向间隔排列。边缘两侧的切刀141用于将隔膜的侧边切除,中间的两个切刀141用于将幅宽为2~3m的隔膜分别为三个幅宽为0.8~1.6m的隔膜。该分切机构1还包括张紧装置,用于向切除后的隔膜边施加张力,防止分切过程边料松弛撕边。张紧装置具体包括驱动橡胶辊和从动金属压辊和多个导向辊,驱动橡胶辊由电机通过齿轮机构驱动转动,驱动橡胶辊为聚氨酯、丁腈橡胶、丁苯橡胶或顺丁橡胶。
该分切机构1还包括设置于分切机构1下部的从动导向辊15及辅助收卷辊16。从动导向辊15为镀铬镜面辊,辅助收卷辊16为带驱动的abs辊。辅助收卷辊16具体为夹头夹取式辊,可在线灵活更换。穿膜过程或处理异常时,通过辅助收卷辊16卷绕隔膜防止产线中断以减少物料损耗、人力投入、提高产线使用效率。
参照图2和3所示,图1中的第一个收卷机构2包括沿分切后的隔膜的穿膜路径p1依次设置的从动雾面辊21、第一从动镜面辊22、第一驱动辊23、第二驱动辊24、第二从动镜面辊25、第三驱动辊26、第四驱动辊27、第三从动镜面辊28、浮动辊29、导辊30以及收卷辊31。第一个收卷机构2之后的第二个收卷机构3以及第二个收卷机构3之后的第三个收卷机构4基本同图3所示的收卷机构2,图1中的p1为第一个分切后的隔膜的穿膜路径,图1中的p2为第二个分切后的隔膜的穿膜路径,图1中的p3为第三个分切后的隔膜的穿膜路径。如图2所示,第一个收卷机构2的从动雾面辊21、第二个收卷机构3的从动雾面辊33及第三个收卷机构4的从动雾面辊34均设置在分切机架10的上部,且自下至上、自后至前依次间隔设置。
下面以如图3所示的第一个收卷机构2为例,来对收卷机构进行详细描述。收卷机构2还包括收卷机架20,第一驱动辊23、第二驱动辊24、第二从动镜面辊25、第三驱动辊26、第四驱动辊27、第三从动镜面辊28、浮动辊29、导辊30以及收卷辊31则设置在收卷机架20上。
收卷机构2还包括可转动的设置于收卷机架20上的旋转支架32,旋转支架32上设置有多个用于安装收卷辊31的安装位,各安装位上分别可拆卸地设置有一个收卷辊31。在收卷时,任一个安装位上的收卷辊31处于对应穿膜路径的位置。本实施例中,每个旋转支架32上具体设置有两个安装位,旋转支架32上安装有两个收卷辊31。收卷辊31为夹头夹取式辊,可拆卸地安装在旋转支架32上。即配置有双工位收卷功能,能够实现在线换卷、连续生产,提高生产效率。
从动雾面辊21设置在分切机架10上,将分切后的隔膜引出,用于增大隔膜阻力,防止打滑。第一从动镜面辊22上配置有压力传感器,该压力传感器检测的压力即为放卷张力。第一驱动辊23和第二驱动辊24均为带驱动的橡胶辊,材料具体为聚氨酯、丁腈橡胶、丁苯橡胶或顺丁橡胶;第一驱动辊23和第二驱动辊24由同一电机通过齿轮传动,第一驱动辊23和第二驱动辊24的速比一致。第三驱动辊26及第四驱动辊27均为带驱动的橡胶辊,材料具体为聚氨酯、丁腈橡胶、丁苯橡胶或顺丁橡胶;第三驱动辊26和第四驱动辊27由同一电机通过齿轮传动,且第三驱动辊26和第四驱动辊27的速比一致。第三从动镜面辊28上配置有压力传感器,其检测压力即为放卷张力。浮动辊29可移动地设置于收卷机架20上,可相对其他辊移动,为收卷段张力波动提供缓冲,并能够检测张力松弛情况,使收卷段保持合理的张力。导辊30为从动镜面辊。
该在线分切收卷设备还包括多段导轨。分切机构1可移动地设置于一导轨上,并由一驱动电机驱动其沿导轨移动;各收卷机构分别可移动地设置于另一导轨上,并分别由一驱动电机驱动其分别沿对应的导轨移动。四台机构均带导轨和驱动电机,可实现机台移位、摆动功能。通过移位功能可实现工位幅宽灵活调整,调整范围为0.8~1.6m。
该在线分切收卷设备模式新颖,系锂电池湿法隔膜行业首批该方式设备。采用该在线分切收卷设备,可实现产线大幅宽生产(3-4m);尤其是可以实现收卷隔膜直接涂覆,省去分切工序,提升生产效率。缩小单个母卷宽度,实现分切设备小型化、收卷规格灵活化。
上述实施例只为说明本发明的技术构思及特点,是一种优选的实施例,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。
技术特征:
技术总结
本发明提供一种锂电池湿法隔膜的在线分切收卷设备,其能够将隔膜在线分切为小卷,利于灵活应对生产计划调整。一种锂电池湿法隔膜的在线分切收卷设备,包括分切机构及至少两个收卷机构;所述分切机构包括沿隔膜的穿膜路径依次设置的辗平辊、第一导辊、第二导辊以及分条辊,所述分条辊配置有切刀;各所述收卷机构分别包括沿分切后的隔膜的穿膜路径依次设置的从动雾面辊、第一从动镜面辊、驱动辊、第二从动镜面辊、浮动辊、导辊以及收卷辊。
技术研发人员:欧睎文;王玉;赵志超
受保护的技术使用者:苏州捷力新能源材料有限公司
技术研发日:2019.04.18
技术公布日:2019.07.09
 扫码咨询
扫码咨询© 2010-2026厦门德力实自动化设备有限公司

 修正带分切机
修正带分切机 定制型锂电材料分切机
定制型锂电材料分切机 新能源超薄膜分切机
新能源超薄膜分切机 pet薄膜分切机
pet薄膜分切机