
本实用新型涉及聚四氟乙烯薄膜分切领域,尤其涉及一种聚四氟乙烯薄膜窄带分切机。
背景技术:
聚四氟乙烯薄生料机械性质较软,特别是其较小的横向抗拉强度,分切较薄的聚四氟乙烯生料带时,分切容易产生变形,导致分切出来的薄膜宽度不符合要求,且不能分切宽度为5mm以下的聚四氟乙烯薄膜。
技术实现要素:
为了解决现有技术中的问题,本实用新型提供了一种分切稳定且精度更高的聚四氟乙烯薄膜窄带分切机。
本实用新型提供了一种聚四氟乙烯薄膜窄带分切机,包括机架、放卷机构、分切机构及收卷机构,所述放卷机构、分切机构及收卷机构均安装在所述机架上,所述分切机构包括依次设置的第一压辊、辅切辊及第二压辊,所述辅切辊一侧设有刀架,所述辅切辊设有依次连续设置的第一垫片及第二垫片,所述第一垫片的直径大于所述第二垫片的直径,所述刀架设有与所述第二垫片中间位置对应的刀片。
作为本实用新型的进一步改进,所述刀架还设有依次连续设置的第三垫片、第四垫片及第五垫片,所述刀片设于所述第四垫片与所述第五垫片之间,所述第三垫片的直径及厚度与所述第一垫片的直径及厚度均相同,所述第三垫片的直径大于所述第四垫片及第五垫片的直径,所述第四垫片的直径及厚度与所述第五垫片的直径及厚度均相同,所述第四垫片、第五垫片及刀片的厚度总和与所述第二垫片的厚度相同。
作为本实用新型的进一步改进,所述收卷机构包括分流辊、导流辊、与所述分流辊对应的收卷辊及与所述导流辊对应的复卷辊。
作为本实用新型的进一步改进,所述放卷机构包括放卷辊及张紧辊,所述张紧辊包括依次设置的第一张紧辊、第二张紧辊、第三张紧辊及第四张紧辊。
作为本实用新型的进一步改进,所述导流辊包括第一导流辊及第二导流辊,所述收卷辊包括第一收卷辊及第二收卷辊。
作为本实用新型的进一步改进,所述导流辊为自由转动辊轮。
作为本实用新型的进一步改进,所述张紧辊为自由转动辊轮。
作为本实用新型的进一步改进,所述第一压辊、分流辊、收卷辊及复卷辊均设有驱动电机,所述第一压辊、辅切辊及第二压辊依次通过转动齿轮连接。
作为本实用新型的进一步改进,所述导流辊及收卷辊均设有张力控制器。
作为本实用新型的进一步改进,所述放卷辊设有张力控制器。
本实用新型的有益效果是:该聚四氟乙烯薄膜窄带分切机通过在辅切辊依次连续设置第一垫片及第二垫片且所述第一垫片的直径大于所述第二垫片的直径,这样就在辅切辊上形成了一个凹槽,通过在刀架上设置与所述第二垫片中间位置对应的刀片来对薄膜进行分切,这样可以使得分切后的窄带不易变形,分切精度高且分切稳定。
附图说明
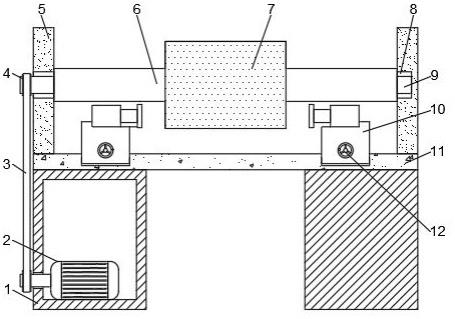
图1是本实用新型一种聚四氟乙烯薄膜窄带分切机的整体结构示意图;
图2是本实用新型一种聚四氟乙烯薄膜窄带分切机的刀架与辅切辊的配合关系图。
附图标记:1-张紧辊 2-第一压辊 3-辅切辊 4-刀架 5-第二压辊 6-分流辊 7-导流辊 8-收卷辊 9-聚四氟乙烯薄膜 11-第一垫片 12-第二垫片 13-第三垫片 14-第四垫片15-第五垫片 16-刀片。
具体实施方式
如图1、图2所示,本实用新型公开了一种聚四氟乙烯薄膜窄带分切机,包括机架,机架上设有放卷机构、分切机构及收卷机构,所述放卷机构包括放卷辊及张紧辊,所述分切机构包括第一压辊2、辅切辊3及第二压辊5,所述辅切辊3一侧对应设有刀架4,所述刀架4上设有刀片16,所述刀片与所述第二垫片12中间位置相对应,所述收卷机构包括分流辊6、导流辊7、收卷辊8及复卷辊,所述放卷辊上缠有聚四氟乙烯薄膜9,薄膜9通过先通过张紧辊1,然后通过第一压辊2,再通过辅切辊3进行分切,分切好的薄膜通过第二压辊5,然后通过分流辊6进行分离,两边的边料由收卷辊8进行收卷,中间分切好的薄膜带经过导流辊7后由复卷辊进行收卷,完成对聚四氟乙烯薄膜9窄带分切,当然,导流辊也可以根据需要进行收卷薄膜产品。
所述刀架4上依次连续设置有第三垫片13、第四垫片14及第五垫片15,所述刀片16设于所述第四垫片14与所述第五垫片15之间,所述第三垫片13的直径及厚度与所述第一垫片11的直径及厚度均相同,所述第三垫片13的直径大于所述第四垫片14及第五垫片15的直径,所述第四垫片14的直径及厚度与所述第五垫片15的直径及厚度均相同,所述第四垫片14、第五垫片15及刀片16的厚度总和与所述第二垫片12的厚度相同,所述刀架4上设有多个与所述第二垫片12位置相对应的刀片16,可以同时分切成多条窄带,可以通过调整第一垫片11及第二垫片12的厚度来调节分切窄带的宽度,可以分切成很小宽度的窄带,精度更高。
所述张紧辊1包括依次设置的第一张紧辊、第二张紧辊、第三张紧辊及第四张紧辊,加强了薄膜的张紧力,以便保证分切时更加稳定及精确,不容易变形。
所述导流辊7包括第一导流辊及第二导流辊,所述收卷辊8包括第一收卷辊及第二收卷辊,起到分流作用,以应对同时分切更多的窄带条数。
所述导流辊7为自由转动辊轮,所述张紧辊1为自由转动辊轮,所述第一压辊2、分流辊6、收卷辊8及复卷辊均设有驱动电机,所述第一压辊2、辅切辊3及第二压辊5依次通过转动齿轮连接,实现同步转动以达到更好的分切稳定性,保证薄膜不会变形。
所述导流辊7及收卷辊8均设有张力控制器,所述放卷辊设有张力控制器,使得薄膜分切时更加稳定及精确。
本实用新型的聚四氟乙烯薄膜窄带分切机通过在辅切辊3依次连续设置第一垫片11及第二垫片12且所述第一垫片11的直径大于所述第二垫片12的直径,这样就在辅切辊3上形成了一个凹槽,通过在刀架4上设置与所述第二垫片12中间位置对应的刀片16来对薄膜进行分切,这样可以使得分切后的窄带不易变形,分切精度高且分切稳定。
以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
技术特征:
1.一种聚四氟乙烯薄膜窄带分切机,其特征在于:包括机架、放卷机构、分切机构及收卷机构,所述放卷机构、分切机构及收卷机构均安装在所述机架上,所述分切机构包括依次设置的第一压辊、辅切辊及第二压辊,所述辅切辊一侧设有刀架,所述辅切辊设有依次连续设置的第一垫片及第二垫片,所述第一垫片的直径大于所述第二垫片的直径,所述刀架设有与所述第二垫片中间位置对应的刀片。
2.根据权利要求1所述的聚四氟乙烯薄膜窄带分切机,其特征在于:所述刀架还设有依次连续设置的第三垫片、第四垫片及第五垫片,所述刀片设于所述第四垫片与所述第五垫片之间,所述第三垫片的直径及厚度与所述第一垫片的直径及厚度均相同,所述第三垫片的直径大于所述第四垫片及第五垫片的直径,所述第四垫片的直径及厚度与所述第五垫片的直径及厚度均相同,所述第四垫片、第五垫片及刀片的厚度总和与所述第二垫片的厚度相同。
3.根据权利要求1所述的聚四氟乙烯薄膜窄带分切机,其特征在于:所述收卷机构包括分流辊、导流辊、与所述分流辊对应的收卷辊及与所述导流辊对应的复卷辊。
4.根据权利要求1所述的聚四氟乙烯薄膜窄带分切机,其特征在于:所述放卷机构包括放卷辊及张紧辊,所述张紧辊包括依次设置的第一张紧辊、第二张紧辊、第三张紧辊及第四张紧辊。
5.根据权利要求3所述的聚四氟乙烯薄膜窄带分切机,其特征在于:所述导流辊包括第一导流辊及第二导流辊,所述收卷辊包括第一收卷辊及第二收卷辊。
6.根据权利要求5所述的聚四氟乙烯薄膜窄带分切机,其特征在于:所述导流辊为自由转动辊轮。
7.根据权利要求4所述的聚四氟乙烯薄膜窄带分切机,其特征在于:所述张紧辊为自由转动辊轮。
8.根据权利要求3所述的聚四氟乙烯薄膜窄带分切机,其特征在于:所述第一压辊、分流辊、收卷辊及复卷辊均设有驱动电机,所述第一压辊、辅切辊及第二压辊依次通过转动齿轮连接。
9.根据权利要求3所述的聚四氟乙烯薄膜窄带分切机,其特征在于:所述导流辊及收卷辊均设有张力控制器。
10.根据权利要求4所述的聚四氟乙烯薄膜窄带分切机,其特征在于:所述放卷辊设有张力控制器。
技术总结
本实用新型提供了一种聚四氟乙烯薄膜窄带分切机,包括机架、放卷机构、分切机构及收卷机构,放卷机构、分切机构及收卷机构均安装在机架上,分切机构包括依次设置的第一压辊、辅切辊及第二压辊,辅切辊一侧设有刀架,辅切辊设有依次连续设置的第一垫片及第二垫片,第一垫片的直径大于第二垫片的直径,刀架设有与第二垫片中间位置对应的刀片。该聚四氟乙烯薄膜窄带分切机通过在辅切辊依次连续设置第一垫片及第二垫片且所述第一垫片的直径大于所述第二垫片的直径,这样就在辅切辊上形成了一个凹槽,通过在刀架上设置与所述第二垫片中间位置对应的刀片来对薄膜进行分切,这样可以使得分切后的窄带不易变形,分切精度高且分切稳定。
技术研发人员:陈天生;李世强;王贵华
受保护的技术使用者:深圳市富程威科技有限公司
文档号码:201620949897
技术研发日:2016.08.26
技术公布日:2017.02.22

双向拉伸薄膜(BOPP/BOPET)的分切过程中,收卷松弛和边缘毛刺是两大核心难题,直接影响薄膜的后续加工(如印刷、复合)和使用性能。
从PE(聚乙烯)到PET(聚对苯二甲酸乙二醇酯),薄膜分切机在适配不同材质时,需从机械结构、工艺参数、刀具设计、张力控制等关键环节进行系统性调整。
[0001]本实用新型涉及pe膜去毛边技术领域,尤其涉及一种解决分切保护膜产品端面毛丝不良的加工装置。背景技术:[0002]pe保护膜,全名为polyethylene,是结构最简单的高分子有机化合物,
 扫码咨询
扫码咨询© 2010-2026厦门德力实自动化设备有限公司
 新能源超薄膜分切机
新能源超薄膜分切机 pet薄膜分切机
pet薄膜分切机 bopp薄膜分切机
bopp薄膜分切机 pvc薄膜分切机
pvc薄膜分切机