微米级分切烫金箔时保证边缘平整无毛刺,需要从设备精度、工艺参数、材料特性及环境控制等多方面综合优化。以下是关键技术要点:
1. 高精度分切设备
• 刀具系统:
◦ 采用金刚石或超硬合金刀具,刃口需镜面抛光(粗糙度≤0.1μm),刃口角度通常为20°~30°,确保锋利度。
◦ 动态平衡刀具主轴(转速误差<0.001%),避免振动导致的毛刺。
• 对刀系统:
◦ 伺服电机+光栅尺闭环控制,定位精度需达±1μm,重复分切误差<±2μm。
◦ 气浮或磁悬浮导轨减少机械摩擦,确保刀具直线运动平稳性。

2. 张力控制
• 多段闭环张力控制:
◦ 放卷→牵引→收卷采用PID调节,张力波动需<0.5N(如日本三菱张力控制器)。
◦ 预张力设定为材料抗拉强度的5%~10%(如PET基箔通常为2~5N/mm²)。
• 纠偏系统:
◦ 光电传感器+EPC纠偏,精度±0.1mm,防止材料跑偏导致切边不均。
3. 工艺参数优化
• 分切速度:
◦ 根据材料厚度调整:12μm金箔分切速度建议30~50m/min,过高速易导致热积累毛刺。
• 刀具压力:
◦ 压力范围0.2~0.8MPa(如日本小森分切机),需通过压力传感器实时反馈调节。
• 温度控制:
◦ 刀头冷却系统(20±1℃)防止热变形,环境湿度控制在45%~55% RH。

4. 材料处理
• 基材预处理:
◦ 镀铝层厚度均匀性需<±3%(可通过磁控溅射工艺控制)。
◦ 分切前24小时恒温恒湿环境(23±1℃)平衡材料应力。
• 离型剂匹配:
◦ 硅油离型剂涂布量1.2~1.5g/m²,避免分切时涂层剥离不均。
5. 质量检测与反馈
• 在线检测系统:
◦ 激光轮廓仪实时监测边缘毛刺高度(阈值设定≤5μm)。
◦ 机器视觉检测系统(分辨率2μm)识别微观缺损。
• 后处理:
◦ 离子风刀清洁切屑,或采用静电吸附除尘。
6. 维护与校准
◦ 每8小时刀具刃磨(保持Ra≤0.05μm),每500km分切长度强制更换刀具。
◦ 激光干涉仪每周校准设备直线度(误差<1μm/m)。
通过上述技术组合,可实现烫金箔分切毛刺高度控制在5μm以内,满足高端包装(如烟标、奢侈品)的工艺要求。实际生产中需根据材料批次动态调整参数,建议通过DOE(实验设计)确定最优工艺窗口。
 扫码咨询
扫码咨询© 2010-2026厦门德力实自动化设备有限公司


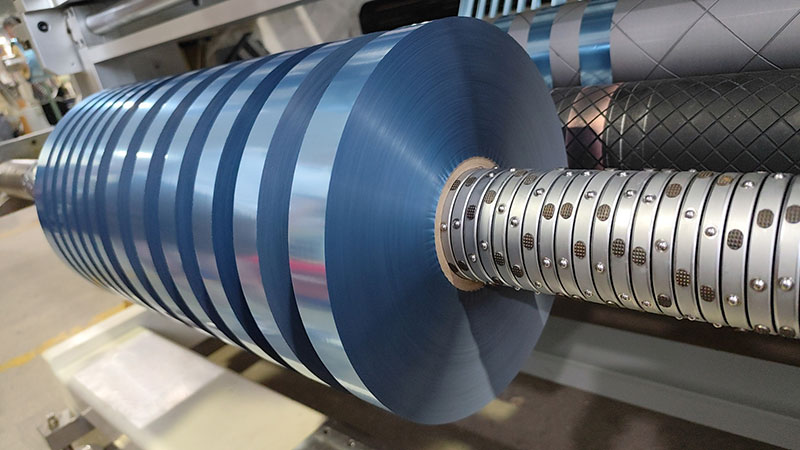
 电化铝分切机
电化铝分切机 烫金纸分切机
烫金纸分切机 电化铝烫印箔分切机
电化铝烫印箔分切机 烫金膜分切机
烫金膜分切机